Интересное, перспективное и прибыльное в ламинировании профилей из ПВХ, алюминия и МДФ
Среди преимуществ ламинированных декоративной ПВХ-пленкой профилей можно выделить следующие:
- высокая защищенность от механических повреждений (царапин, сколов)
- абсолютная устойчивость к погодным условиям (пленка не выцветает на солнце, нечувствительна к осадкам, легко выдерживает перепады температуры от -80°С до +130°С)
- гарантированная долговечность (до 20 лет)
- эстетичный внешний вид окна
- стойкость к любым моющим средствам, в том числе кислотосодержащим
Оборудование для ламинации
Ламинирующие станки различаются в зависимости от того, какие используются системы нанесения клеев:
- двухкомпонентный холодный клей на основе растворителя
- термопластичный клей-расплав (иначе говоря, полиуретановый клей / горячий клей / хотмелт)
- ЭВА и полиолефин

Кратко о видах нанесения данных клеев

Двухкомпонентный холодный клей (на основе растворителя) наносится на ламинационную пленку, которая затем протягивается через нагревательный туннель, где растворитель, находящийся в составе клея, ускоренно испаряется.
По второй технологии клей-расплав в брикетах разогревается в специальном экструдере-плавильнике и через нагревательный шланг подается в щелевую головку (дюзу), которая автоматически прижимается к пленке (или пленка автоматически прижимается к щелевой голове, смотря какой дизайн и конструкция щелевой головы) и наносит расплавленный клей на пленку строго на ширину выставленного размера и толщину клея (выставляется из учета расхода 40 – 50 граммов на 1 м², в зависимости от особенностей ламинационного материала, его структуры и фактурности).
Полиуретановый клей-расплав не содержит растворителей; в процессе его остывания происходит реакция образования полимерной сетки, в результате чего достигается значительное улучшение свойств клеевого соединения (прочности, влаго- и паростойкости).

И в том и в другом случае, независимо от типа клея, осуществляется подготовительная обработка поверхности ПВХ-профиля (на поверхность профиля наносится праймер).
Для работы с полиуретановым клеем (клеем-расплавом, хотмелтом, горячим клеем) используют плавильники. Плавильники могут быть разных видов: ящичные (на 18 – 20, 50 и 100 кг/литров загрузки клея) и бочковые (на 18 – 20 и 200 кг загрузки клея). В некоторых ящичных плавильниках предусмотрена возможность работы не только с клеем-расплавом, но и с полиолефином и EVA-клеями.
В процессе ламинирования происходит постоянный контроль следующих параметров: оптимального расположения пленки относительно профиля, качества ламинируемой поверхности профиля и качества нанесения праймера (функции грунта) на поверхность профиля, скорости ламинации и степени прижима ламинационных валов.

Если же речь идет о приклеивании ПВХ-пленки, листового или рулонного шпона, или меламинового ламинирующего материала к алюминиевому или МДФ-профилю, то здесь предпочтение следует отдавать станкам, работающим на клеях-расплавах, ЭВА-клее или полиолефине.
В настоящее время в производственной палитре оборудования для ламинирования/каширования профилей имеются станки, позволяющие наносить пленку, бумагу, меламин (как рулонный, так и листовой) и шпон шириной от 10 до 1400 мм со скоростью до 40 – 60 м/мин.
Компании Экстру-Тех (Россия) и Plasmek (Турция), с целью расширения технологических возможностей производимого и реализуемого оборудования, разработали ламинирующие станки с использованием в них двух систем нанесения клея:
- для рынка ПВХ-профилей и алюминия: двухкомпонентного холодного на основе растворителя + ПУР-клея-расплава
- для рынка МДФ-профилей: ПУР-клея + листового шпона с помощью EVA-клеев и полиолефина (вальцовая система нанесения клея)
Это позволяет существенно экономить рабочее пространство и финансовые вложения, а также расширяет ламинационные возможности, например, позволяет осуществлять заказы «на сторону» с применением различных материалов (ограничение составляет только ширина пленки), разнообразной геометрии профилей.
В последние годы спросом пользуются станки, позволяющие без остановки ламинировать один и тот же профиль различными цветными пленками. Благодаря устройству автоматической смены пленки станок может работать без остановки на смену бобины, что позволяет уменьшить количество отбраковки пленки и существенно экономит время.
«Нами разработана система автоматической смены ПВХ-пленки. Эта система позволяет не останавливать процесс ламинирования для замены одного рулона на другой, а непрерывно работать и менять рулоны. Тем самым сокращается время исполнения заказа и увеличивается скорость производства. Данная система предназначена для ПУР-станков, – рассказывает Наталья Александровна Сологуб, директор ООО «Экстру-Тех». – По умолчанию, на всех наших станках также устанавливается так называемая система оптического контроля за краем кромки пленки. Эта система отслеживает, насколько правильно укладывается пленка на профиль, и в случае необходимости в автоматическом режиме поправляет направление пленки. Станок могут обслуживать только два человека: один на подаче, а второй на приемке профиля».

Но и этим фантазия производителей ламинирующего оборудования не ограничилась. Наш завод, к примеру, выпустил станки для одновременного двухстороннего ламинирования ПВХ-пленкой оконного, строительного и мебельного профилей. В установках, работающих на клее-расплаве, ламинация профилей может осуществляться с подачей пленки по бокам, сверху или снизу – решение принимает покупатель оборудования в момент размещения заказа на изготовление подобного станка. Возможная скорость ламинирования профилей на таких станках – до 40 м/мин.
Данные установки уже успешно работают в Германии, Турции и в Арабских Эмиратах.
Вопрос количества (в граммах на 1 кв. метр) наносимых клея и праймера играет немаловажную роль как в экономическом, так и в технологическом смысле. Отсутствие контроля регулировки и настройки этих сырьевых материалов негативно сказывается на рентабельности самого готового изделия «на выходе». Любой производственник сможет легко подсчитать, сколько денег он сэкономит в месяц, если вместо 80 – 120 г/м² наносимых «на глаз», он будет наносить при точной регулировке и проведенных тестах, например, 80 – 100 г/м², необходимых для качественного склеивания (это что касается двухкомпонентного холодного клея на основе растворителя), и 40 – 60 г/м² для ПУР-клеев. Праймер по технологии должен расходоваться 15 – 20 г/м², а не 60 – 100 г/м², как происходит на многих отечественных предприятиях в России. Для контроля расхода праймера нашей компанией была разработана система автоматического нанесения и контроля уровня праймера, позволяющая существенно экономить на затратах по его использованию.
В последние годы многие предприятия в Европе стремятся перейти от технологии применения клеев с содержанием растворителей на системы, свободные от этих испаряющихся в атмосферу веществ, а именно на полиуретановые клеи-расплавы. Такое стремление обосновано еще и тем, что данный вид клея прошел сертификацию в специализированном институте по контролю и выдаче сертификатов Suddeutsches Kunststoffzentrum (Центр по пластмассовым материалам) в немецком городе Вюрцбурге.
В связи с этим, а также с тем, что стоимость двухкомпонентного холодного клея за последние три года практически сравнялась со стоимостью ПУР-клеев (клей-расплав, горячий клей, Hot melt), многие российские заводы также переходят на ПУР-системы. Это вполне возможно сделать, вне зависимости от производителя станка, работающего на двухкомпонентном холодном клее на основе растворителей. Только за последние три года наша компания провела более 60 аналогичных модернизаций на станках разной ширины (от 300 до 1400 мм). При смене систем клеенанесения следует учитывать, что ПУР-система, которая будет устанавливаться на станок, это не просто «щелевая голова + шланг + плавильник», это целая установка, включающая в себя размоточный пневматический вал (один либо два, все зависит от технических задач и того, где будет эксплуатироваться ламинационный станок: в составе экструзионной линии или нет), оптическую систему, нагревательные элементы, плавильник и все необходимые опционы к нему, а также то, что меняются электрические соединения в шкафу управления, делается синхронизация ПУР-системы с работой ламинационной установки и иногда экструзионной линии (если станок используется в составе экструзионной линии).

На представленных фотографиях китайский ламинационный станок с шириной ламинации до 900 мм, переделанный под ПУР-систему. Ламинатор работает в составе экструзионной линии.
Многие производители оборудования уверяют, что они могут предложить ламинирующие станки, работающие со скоростью до 100 м/мин. Однако следует учесть, что качество ламинирования во многом определяется технологическими требованиями (например, наносимый праймер должен успеть высохнуть до того, как пленка с клеем прикатается к профилю и т. д.), качеством и фактурностью ламинационного материала, а также человеческим фактором (при скорости 45 – 100 м/мин обслуживающий персонал будет просто не в силах отследить «сохраняемость» параметров процесса, а значит, и качество ламинации от этого будет страдать).
Понимая, что далеко не все компании имеют финансовые возможности приобрести ламинационный станок, позволяющий ламинировать ПВХ- + алюминиевые + МДФ-профили, наша компания также разработала ламинационный мини-станок, позволяющий ламинировать оконные ПВХ-профили и несложные мебельные и строительные ПВХ-профили шириной до 250 – 270 мм на скорости 6 – 12 м/мин. Станок компактен (длина 3,5 м), не требует специальных навыков обслуживающего персонала, работает на основе двухкомпонентного холодного клея на основе растворителя. В комплектацию станка входят устройство для нанесения защитной пленки на ламинированный профиль, 60 штук прижимных роликов, промышленные фены для дополнительного разогрева профиля, станция праймирования и многое другое. По качеству ламинирования вышеуказанных ПВХ-профилей станок ничем не отличается от своих «старших собратьев». Его по достоинству оценили строительные организации, занимающиеся сборкой оконных конструкций до 25 – 50 окон в рабочую смену, а также крупные компании, которые не желают перенастраивать более мощные ламинационные станки на такой вид профиля как, например, штапик.
Резюмируя, хочется сказать следующее: при выборе ламинационного оборудования учитываются в первую очередь типы облицовочных материалов (ПВХ, полипропилен, бумага, шпон натуральный или экошпон), которые будут использоваться, и материал основы (ПВХ, алюминий, МДФ, ДСП, массивная древесина), который планируется кашировать/ламинировать, желаемая скорость ламинации, качество и уровень сервиса, который может оказать компания-поставщик непосредственно в России.
Новинки от Экстру-Тех / Intergrup/Plasmek
Освещая тему новых разработок в конструкции ламинационных станков, хотелось бы отметить следующие достижения в конструкции клеевой головы и ящичного плавильника компании Intergrup/Plasmek.
В 2014 году компания Intergrup/Plasmek (Турция) совместно со специалистами «Экстру-Тех» (Россия) разработали новую клеевую (щелевую) голову для ламинационных станков, работающих на клее-расплаве (ПУР-клее, хотмелте). Данные клеевые головы позволяют работать и с EVA-клеями, а также с полиолефином.
Свойства новой клеевой головы PSN-301 заключаются в следующем:
1. Повышена твердость поверхности головы, в частности, место смазки клея. Таким образом предотвращен износ головы в результате трения ПВХ- и PP-пленок, за счет чего увеличилась работоспособность клеевой головки.
2. Прежняя система нанесения клея PSN-300 открывалась симметрично от центра, а новая клеевая голова PSN-301 может регулировать как левую, так и правую стороны независимо друг от друга. Это обеспечивает свободу в использовании и возможность настройки под определенный вид и конфигурацию профиля. Система упростит настройки при ламинации наличников и дверных коробок.
3. В новой системе клеевой головы есть специальный механизм, который позволяет упрощать настройки и гомогенизировать толщину клея, что дает возможность наносить клей на пленку более равномерно.

4. Для управления потоком клея во время остановки станка в конструкцию щелевой головы добавлен электропневматический клапан.
5. Равномерный прогрев клеевой головы. Определяется с помощью встроенной термопары, которая четко показывает температуру в любой области щелевой головы и выносит данные на PLC.
6. Новая клеевая голова PSN-301 была разработана с целью легкой очистки фильтра. Кроме этого, разработано специальное предохранительное устройство для препятствия закупоривания фильтров в случае высокого давления клея. Раньше при повышении давления была вероятность повреждения самого фильтра, крышки и соединения шланга.
7. Используемая модульная система применима к любому ламинационному станку.

Новые свойства плавильника заключаются в следующем:
1. Установлен электронный дисплей.
Регулировка подачи клея осуществляется с помощью специальной программы через PLC-систему и автоматическую систему контроля веса клея. Эта система обеспечивает синхронизацию между ламинационным станком и плавильником. На энкодер поступает сигнал о скорости редуктора транспортного колеса, после чего информация о скорости через энкодер подается на плавильник. Операционист задает через цифровой дисплей данные о ширине и желаемом объеме нанесения клея на метр квадратный. Получая эти данные, система PLC автоматически контролирует управление оборотами двигателя насоса и подачи клея.
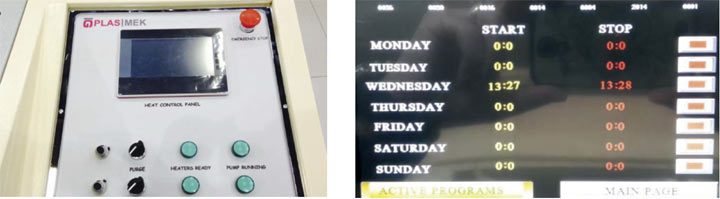
2. Появилась возможность запрограммировать плавильник на неделю.
Например, если рабочий день начинается в 9 часов, то операционист может запрограммировать начало работы плавильника на 8:30 утра. Ровно в это время плавильник автоматически включится и начнет подготовительный прогрев всей плавильной системы. К 9:00 клей будет уже расплавлен, станок прогрет и готов к работе.