Как качественное армирование повышает производительность и снижает рекламации – мнение эксперта
Проблемы на производстве пластиковых окон из-за некачественного армирования
Не каждый собственник оконной компании хорошо разбирается во всех деталях производственного процесса. Однако денежный эквивалент экономии на армировании всегда вызывает желание перейти на бюджетные варианты. Если посмотреть глубже, то у этой экономии есть другая сторона «медали» – дополнительные затраты на закупку запчастей оборудования, снижение производительности, увеличение брака и рекламаций. Если сравнить экономию на армировании и объем недополученной прибыли, убытки от рекламаций и брака, то чаша весов может перевесить первоначальную экономию. Итак, начнем по порядку.
Проблемы с окнами из-за некачественного армирования были рассмотрены в предыдущем выпуске журнала.
Некачественное армирование вызывает проблемы не только с окнами у потребителя, но и на производстве самих окон.
Под некачественным армированием подразумевается:
- тонкое армирование
- армирование, не соответствующее геометрическим размерам (с меньшим сечением, несоблюдением прямолинейности полок и углов в сечении армирования)
При использовании такого армирования на производстве происходят следующие ситуации:
- смещение заготовки армирования в заготовке оконного пластикового профиля
- заедание заготовки армирования при ее установке внутрь заготовки оконного профиля
- отгиб полки армирования при высверливании отверстий под петли и оконную ручку
Все это может привести к остановке производства и потере производительности, а также к увеличению брака.
Проблемы на каждом этапе производства ПВХ-окон
Проблемы из-за некачественного армирования могут возникнуть на следующих этапах технологического процесса сборки окна:
- установка армирования в пластиковый профиль рамы, створки и импоста
- крепление армирования в оконном профиле
- сверление отверстий в сваренных контурах рамы (для установки петель) и створки (для установки оконной ручки)
В этой статье мы подробно рассмотрим перечень возможных проблем при установке и креплении армирования в профиле.
Установка армирования и его крепление
Установка армирования и его крепление в заготовках оконного профиля могут выполняться на одном месте (совмещенные операции) или разных рабочих местах (раздельные операции).
Совмещенные операции – когда работник на одном рабочем месте производит установку и крепление армирования.
Совмещенные операции производятся:
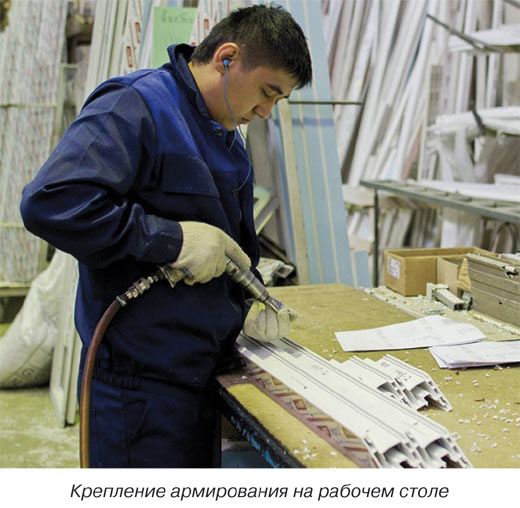
- на рабочем столе
- на отдельном станке для крепления армирования
На рабочем столе производятся следующие рабочие операции:
- нарезанная заготовка пластикового профиля укладывается на рабочий стол
- нарезанная заготовка армирования вручную вставляется внутрь заготовки оконного профиля
- при помощи ручного шуруповерта армирование крепится саморезами к оконному профилю
Если в данной ситуации использовалось армирование с меньшим сечением, то проблем на дальнейших этапах производства не возникает – после установки армирования крепление производится в неподвижную заготовку оконного профиля, и смещение армирования внутри не происходит.
В большинстве оконных компаний крепление армирования в оконный профиль производится на станках для крепления армирования или на автоматических центрах. При этом заготовка пластикового профиля с установленным в него армированием перемещается относительно рабочего инструмента – автоматического шуруповерта.
Что может произойти при использовании армирования меньшего сечения в данных случаях?
На отдельном станке
Если на станке работник придерживал пальцами край профиля армирования до крепления первым саморезом, то оно не сдвинется внутри оконного профиля.

Если же он перемещал профиль, не придерживая армирование, то оно могло сдвинуться внутри. Скорость перемещения заготовки с армированием не столь велика, поэтому смещение может происходить не в каждом случае.
На автоматическом обрабатывающем центре
На обрабатывающем центре операции установки армирования и его крепления в оконном профиле раздельные. Работник устанавливает заготовку армирования внутрь пластикового профиля на конвейере вручную.

Автоматическое захватывающее устройство быстро перемещает заготовку к месту автоматического шуруповерта для крепления.
При меньшем сечении армирования оно может сместиться назад к краю оконного профиля. Существуют обрабатывающие центры, в которых фиксация армирования в оконном профиле (вкручивание первого самореза крепления) производится с небольшой скоростью перемещения, а затем скорость увеличивается.
Это дорогие центры, и не каждый производитель оборудования способен изготовить его. В большинстве случаев используются центры с одной (быстрой) скоростью перемещения заготовки.
Смещение армирования может проявляться в следующем виде:
- заготовка армирования вышла за край оконного профиля
- заготовка армирования сдвинулась к самому краю оконного профиля (но остается внутри)

В первом случае это увидеть проще, во втором – сложнее.
Последствия смещения армирования
Армирование должно быть не ближе, чем приблизительно на 5 мм к краю внутреннего угла заготовки оконного профиля. Обычно при сварке пластиковый профиль уменьшается в размере с каждого края на 3 мм (может на 5 мм). Если армирование будет ближе к краю, то оно коснется нагревательной плиты сварочного станка во время нагрева профиля и не позволит в необходимой степени оплавиться торцу пластикового профиля, что приведет к следующим последствиям:
- Сваренный контур окна будет иметь большие размеры, чем необходимо, что приведет к некачественной сборке окна
- Прочность сварного угла будет слабой, профиль оплавится на меньшую глубину, как следствие – окно с некачественным сварным швом
- Порыв тефлоновой ленты на нагревательной плите (она защищает пластиковый профиль от пригорания к нагревательной плите)

Если потребуется замена тефлоновой ленты, то в зависимости от способа крепления ленты на разных сварочных станках, ее замена может остановить производственный процесс на 30 минут. Учитывая, что крупные компании имеют цикл производства окна около 2 минут, это приведет к недовыпуску 15 окон в смену при разовой замене тефлона. В условиях высокого сезона это существенная потеря.

- Повреждение поверхности нагревательной плиты. Нагревательная плита сделана из алюминиевого сплава. Стальное армирование может ее поцарапать или сделать в ней выбоины. В результате ухудшится качество сварного шва. Замена нагревательной плиты – дорогостоящее и трудоемкое занятие.
- Нарушение регулировки сварочного станка. Может произойти сбой в настройках сварочного станка. Как следствие, размеры сваренных контуров могут сбиться. Потребуется регулировка. Продолжительность данной операции будет зависеть от типа оборудования и квалификации обслуживающего персонала. Некоторые, особенно небольшие, компании порой не имеют в своем штате техперсонал для выполнения таких настроек. Это может привести к продолжительной остановке оборудования или выпуску массового брака.
Потери производства при повторной установке армирования в правильное положение
Если работник заметил смещение армирования, то при разной технологии производства понадобится разное количество времени и других затрат на исправление ситуации.
На отдельном станке
Если работник сразу после крепления заметил, что армирование сдвинулось, придется при помощи ручного шуруповерта выкрутить саморезы крепления, заново установить армирование и повторно его закрепить. Потери времени в данном случае минимальны.
На обрабатывающем центре
В зависимости от компоновки автоматического центра и заложенных в него операций последствия смещения армирования при его креплении могут быть разными. Чем больше операций выполняет центр, и чем больше его производительность, тем существеннее будут потери. Необходимо принимать во внимание логистику процесса. Например, оптимизацию раскроя, когда центр изготавливает заготовки не по порядку, а в зависимости от длины производимых заготовок, чтобы уменьшить неликвидные остатки материала. И чем большее количество заготовок находится в оптимизации (меньше отходов), тем сложнее переделать испорченную заготовку в кратчайшие сроки. Именно испорченную, потому что работник увидит, что армирование смещено только после выполнения центром всех операций (сверление, фрезерование и прочее). Проблема в том, что нельзя взять и сделать новую заготовку сразу же. Необходимо ждать, пока будут выполнены все задания по оптимизации (от 20 до 40 окон). Окно, для которого была испорчена заготовка, будет пропущено на сварке и сборке. Это может привести к потере производительности. Бывают случаи, когда окно забывают переделать, а потом его безуспешно пытаются найти на складе готовой продукции, и срывается отгрузка.
Качественное армирование – только от надежного производителя
Стальное армирование металлопластикового окна является каркасом жесткости конструкции, его можно сравнить со «скелетом» окна. У качественного и долговечного окна должен быть крепкий скелет. Его способен произвести только надежный производитель армирования, который имеет высокотехнологичное оборудование, соблюдает требуемую технологию производства, имеет многолетний опыт в металлообработке и использует высококачественную сталь.
Компания «Юнион Полимер Технолоджи» (ЮПТ) изготавливает армирование для ведущих производителей профильных оконных и дверных ПВХ-систем более 15 лет. При производстве используется только качественная оцинкованная сталь.

Технологический процесс производства соответствует современным требованиям. Парк оборудования насчитывает 3 линии продольной резки и 64 прокатных стана. Производственные мощности позволяют выпускать до 120 000 тонн продукции в год. Компания «Юнион Полимер Технолоджи» производит более 200 видов армирования для разных профильных систем. Возможности оборудования позволяют выпускать армирование по индивидуальным заказам (линейным и геометрическим размерам, а также толщине).
Оконные компании уделяют мало внимания проблемам из-за некачественного армирования. «Скрытые» потери на производстве затем сменяются рекламациями в окнах, перекрывая экономию от использования дешевого некачественного армирования.